
CIPEC News
Do you want to reduce your energy use and save money? Check out the latest news and tips on innovative energy management from the Canadian Industry Partnership for Energy Conservation (CIPEC) and industry leaders.
Chilling out to significant electricity savings at Hubberts

Find out how Hubberts Industries (now called Bank Brothers Sustainable Ingredients) in Brampton Canada achieved annual electricity savings of 33% in one of its facilities.
A grant from NRCan grant will enable the company to monitor their energy inputs to identify more energy savings opportunities, and continue to lower their carbon footprint.
Canada’s Steel Industry aiming for net zero CO2 by 2050

Steel producers in Canada have set their sights on collectively achieving net zero CO2 by 2050 in collaboration with governments, stakeholders, customers, and the supply chain.
CNH Industrial Canada Ltd. in Saskatoon builds on savings achieved by new Building Automation System

A serving of energy efficient technologies for the food and beverage sector

ENERGY STAR Energy Performance Indicator tools available for Canadian Frozen Fried Potato Processing Facilities and Cement Plants

Do you want to reduce your energy use and save money? Check out the latest news and tips on innovative energy management from the Canadian Industry Partnership for Energy Conservation (CIPEC) and industry leaders.
Canadian Organic Maple moves toward carbon neutral

One of the largest maple syrup producers in New Brunswick undertook several energy efficiency upgrades a few years ago to become even more competitive and carbon neutral.
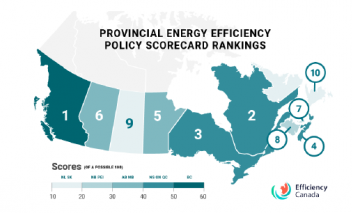
Canadian Provincial Energy Efficiency Scorecard
Leaders in Energy Management Receive Global Award

Reducing concrete’s carbon footprint with CO2 utilization technologies

Do you want to reduce your energy use and save money? Check out the latest news and tips on innovative energy management from the Canadian Industry Partnership for Energy Conservation (CIPEC) and industry leaders.
Revised CAN/CSA ISO 50001 Energy Management Standard now available

The Canadian Standards Association has updated Canada’s energy management standard. The new CAN/CSA ISO 50001 2019 standard was released to comply with the latest international revision. ISO 50001 is based on a model of continual improvement; such an approach makes it easier for organizations to integrate energy management into their overall efforts to improve environmental management.
Mike O’Meara from Magna International shares energy management successes at CIPEC Task Force Council

“Our goal is to improve efficient use of natural resources, including energy and water,” says Michael O’Meara, Manager, Environmental Compliance, Energy Metrics & EHS Platform Systems, at Magna International Inc. O’Meara explains that Magna has a corporate environmental policy, which each site adapts to reduce its environmental footprint.
Manitoba Hydro offers a palette of energy incentives for industrial partners

Manitoba Hydro customers have numerous opportunities to reduce their energy consumption and costs through a host of incentive programs including funding for biomass-to-fuel conversion projects, lighting retrofits, natural gas optimization as well as general process and performance improvements.
Mustang Survival saves with simple shut-down procedure

"Recognizing problems, finding solutions and continually optimizing for improved performance is part of our DNA at Mustang Survival. It makes perfect sense to apply the same approach to managing our energy usage too," says Oscar Tsai, plant manager for the company. This approach has led the organization to identify some no and low cost energy conservation measures allowing it to save 58,000 kWh.
Weston Foods becomes first bakery manufacturer to be ENERGY STAR for Industry certified

"Weston Foods bakes energy use into its products, just like any other ingredient," says Darren Borden, the company's Energy Management Engineer. He states that the company looks at utility use as a directly manageable input to the manufacturing process.
Heads Up CIPEC Newsletter - Past editions

Check out the past newsletters about news and tips on innovative energy management from CIPEC and industry leaders