
Compressed Air Auxillary Equipment
Compressed air auxiliary equipment includes compressor aftercoolers, filters, separators, dryers, heat recovery equipment, lubricators, pressure regulators, air receivers, condensate drains, and automatic drains. They are devices associated with the air compressor and help to condition compressed air to the required specifications.
a. Air Compressor Coolers
Approximately 80 percent of the electrical energy going to a compressor is converted into heat. As an energy efficiency option, this heat of compression can be recovered and used to produce hot water or hot air. Compressed air heat recovery provides an excellent opportunity for energy efficiency at many facilities.
Compressor Cooling. Air compressors that operate continuously generate substantial amounts of heat from the heat of compression. This heat needs to be removed both from the air aftercooler and from the oil cooler. Compressor units are generally cooled with air or water.
- Intercoolers. Many older multiple stage compressors have intercoolers to remove the heat of compression between the stages of compression. These intercoolers should be cleaned periodically to maximize the heat transfer capability for energy efficiency.
- Aftercoolers. These units remove the heat of compression from both the compressor lubricant and the discharge air. The air cooler can be either air or water cooled and is installed after the last stage of compression. The proper operation of the air cooler is important because the moisture content of the air directly relates to discharge temperature. These coolers should be cleaned periodically to maximize the heat transfer capability for energy efficiency. Temperatures in excess of 38°C [100°F] will generally overload air dryers and cause moisture problems. Coolers reduce the temperature of the saturated discharge air and condense the water vapor, which must be separated and drained from the system. Maintenance of this drain is important to prevent free water from entering downstream drying equipment. Almost all industrial compressed air systems have some form of aftercooler.
- Compressor Intake. Although there is some debate in the industry, it is generally believed that air entering the air compressor should be as cool as possible for maximum energy efficiency. This is because cold air is denser than warm air. The colder the incoming air, the more the air molecules there are, so that more air is compressed for each revolution of the air compressor. Also the cooler the incoming air, the lesser the requirements for intercooling and aftercooling.
By ingesting an outdoor air intake supply (as opposed to air from a very warm compressor room), the energy efficiency is improved. When designing outdoor air intakes, pressure differential, freezing, and ice blockage in winter conditions need to be evaluated to maximize energy savings. Moreover, compressor rooms should be as clean and cool as possible to provide the foundation for optimal compressor operation.
b. Air Dryers
Compressed air leaving the compressor aftercooler and moisture separator is normally warmer than the ambient air and fully saturated with moisture. As the air cools the moisture will condense in the compressed air lines. Excessive entrained moisture can result in undesired effects like pipe corrosion and contamination at point of end use. For this reason some sort of air dryer is normally required.
Different types of compressed air dryers have different operating characteristics and degrees of dew point suppression (dew point is the temperature where moisture condenses in air).
Some end use applications require very dry air, such as compressed air distribution systems where pipes are exposed to winter conditions. Drying the air to dew points below ambient conditions is necessary to prevent ice buildup.
The typical pressure drop across a compressed air dryer is 3 to 5 psi. Some dryers found in industry are undersized and cause even higher pressure drops. For ongoing energy efficiency, compressed air should be dried only to the dew point required, and with the appropriately sized dryer.
Refrigerant, Regenerative and Membrane are the three main classes of air dryers.
Refrigerant Dryers. The main types of refrigerant dryers include:
- Non-cycling Refrigerant. (Also called direct expansion). This is the most common type of dryer as it has a relatively low initial cost. This type of dryer is appropriate for systems that can operate at dew points of greater than 2°C. The air dryer lowers the dew point of the air to the approximate temperature of the air exiting the refrigerant evaporator. To prevent freezing within the dryer, the evaporator temperature should not go below 0°C. Allowing for separator efficiency, air pressure dew point of 2°C, or higher for air leaving the dryer, can usually be obtained.
After first passing through a heat exchanger that transfers heat from the incoming air to the cooler outgoing stream, the dryer lowers the dew point of the air to the approximate temperature of the air exiting the refrigerant evaporator. This condenses the water vapor which is then removed in the dryer separator. To prevent freezing within the dryer, the evaporator temperature is usually regulated by bypassing the refrigerant past the evaporator using a hot gas bypass valve. This bypass keeps the refrigerant compressor loaded which causes the dryer to consume near full power even when lightly loaded, resulting in poor part load efficiency.
Energy can be saved by turning off the air dryer during the hours when the air compressor is off.
- Cycling Refrigerant. (Also called thermal mass). These dryers have the same dew point rating as non-cycling dryers but, rather than using a hot gas bypass valve to control evaporator temperature, the dryer uses a thermal mass to store cooling. This allows the refrigerant compressor to operate in on/off mode without over-cycling. The cycling dryer has a very good turn-down in response to both reductions in flow and moisture loading, resulting in good part load efficiency.
- Variable Speed Refrigerant. This dryer type uses electronic means to match the drying capacity with system demand. This style of dryer has good part load efficiency.
Regenerative Dryers. These desiccant dryers use a porous material to dry the air. Once the desiccant material becomes saturated, it must be regenerated. Various types of regenerative dryers use different methods of regeneration. These dryers are capable of removing moisture to levels found well below the freezing point of water (e.g. -40°F or °C or below). However, the purge air requirement to regenerate the dryer can impose a major energy penalty to the system.
Dewpoint controls are available that can match the regeneration energy requirement to air system demand. Dewpoint controllers should be used for energy efficiency improvements.
The main classes of Regenerative Dryers include:
- Heatless Regenerative. This type of dryer uses already dried compressed air to regenerate the desiccant. An uncontrolled heatless air dryer will constantly use 15 to 20% of its nameplate rating to perform this operation. This flow costs about 3 to 4 kW per 100 cfm of dryer nameplate rating.
- Exhaust Purge Regenerative. This type of dryer takes a smaller amount (7 %) of already dried air from the system and passes it though an electric heater. This heated air is more effective in stripping the moisture from the dryer desiccant. This type of dryer costs about 2.25 kW per 100 cfm of dryer nameplate rating to operate.
- Blower Purge Regenerative. This dryer uses a blower to pass heated ambient air through the desiccant for regeneration. During this operation no compressed air is used which means the full compressor output is available to the system. A flow of compressed air is usually used for cooling after the heating cycle. These units consume about 2.5 kW per 100 cfm nameplate rating. Cooling purge, if used, consumes another 0.6 kW per 100 cfm.
Membrane Dryers. These units use a semi-permeable membrane to separate water vapour from the air stream. They have no moving parts. The units use about 20% or the nameplate rating to sweep the membrane. This sweep air is lost to the air system. These dryers exhibit variable dew point output depending on the flow of air and the temperature.
| % Load | Non-cycle Refrigerant |
Cycling Refrigerant |
Heatless Regenerative |
Heatless Control Regenerative |
Membrane Dryer |
|---|---|---|---|---|---|
| 100% | $1,070 | $1,070 | $6,390 | $6,390 | $8,520 |
| 75% | $1,070 | $800 | $6,390 | $4,790 | $8,520 |
| 50% | $1,070 | $530 | $6,390 | $3,200 | $8,520 |
| 25% | $1,070 | $270 | $6,390 | $1,600 | $8,520 |
| 10% | $1,070 | $110 | $6,390 | $640 | $8,520 |
| 0 | $1,070 | 0 | $6,390 | 0 | $8,520 |
*Based on 500 cfm dryer capacity running 4,250 hours per year at 100 psig and 10 cents/kWh.
Figure 13 - Operating Costs of Different Dryer Types*
After factoring energy and capital equipment costs, remember that it costs 5-10 times as much to dry the air to -40°C as compared to drying it to +2°C.
c. Filters
Compressor Air Inlet Filter. An air inlet filter protects the compressor from atmospheric airborne particles, insects and plant material.
Inlet filters should be replaced periodically, especially in areas prone to dust and insects. High inlet filter pressure differential reduces the output capacity of an air compressor and decreases its efficiency.
Compressed Air Filters. Compressed air filters downstream of the air compressor are generally required to remove contaminants, such as particulates, condensate, and lubricant. Numerous choices for filtering exist depending on the cleanliness of the air required.
Generally the finer the filter, the more pressure differential exists across the element. Particulate filters are used to remove solid particles and have the lowest differential.
Coalescing filters that are used to remove lubricant and moisture usually have the highest differential. Particulate filters are generally used just after a desiccant dryer to remove desiccant fines. A given filter pressure differential increases to the square of the increase in flow though it. This filter differential increases the compressor energy required to produce a fixed downstream pressure.
About 1% in higher energy costs results from every 2 psi in filter differential. If a given filter capacity is doubled the pressure loss across it will reduce by a factor of 4, for a 75% savings. From an energy efficiency perspective, air filter types should be chosen carefully as there is an energy penalty for over filtering.
For oil and particulate filters, use filtration only to the level required by each application. Filter differential should be carefully monitored and filter elements replaced in accordance with manufacturers' specifications or when pressure differential causes excessive energy consumption. Accurate pressure differential gauges should be used to monitor pressure differential.
To save energy, where possible, minimize the filter pressure drop by using low differential mist eliminator style filters, oversized filters, or by using filters installed in parallel.
Be aware that excessive filter differential often causes higher compressor energy consumption due to short cycling of the compressor.
Example 1 - Cost of Clogged Filters
Consider a 100 HP compressor operating for 2 shifts with a required discharge pressure of 100 psig. The annual electricity cost of this compressor is $32,330 (see Figure 4). If this unit instead had to operate at 110 psi to overcome a total filter differential of 10 psi, the energy penalty would be approximately 5% or $1,615 per year. In most cases proper design can reduce pressure differential to less than one psi.
d. Receivers and Air Storage
The presence of adequate storage receiver capacity helps to maintain air quality, air system stability and air system efficiency. Adequate air storage is extremely important in systems using screw compressors.
Receivers can be Primary or Secondary as discussed below.
Primary Air Receivers
A primary air receiver acts as general system storage and is usually located close to the main air compressors and can be located upstream and/or downstream of the clean-up equipment.
Primary air receivers have a number of important uses in air systems:
- Damping pulsations caused by reciprocating compressors.
- Providing a location for free water and lubricant to settle from the compressed air stream.
- Supplying peak demands from stored air without needing to run an extra compressor.
- Reducing load/unload or start/stop cycle frequencies to help screw compressors run more efficiently and reduce motor starts. Most screw compressors have internal protection that prevents more than 4 to 6 starts per hour.
- Slowing system pressure changes to allow better compressor control and more stable system pressures.
As a rule of thumb, for load/unload operated lubricated screw compressors, the receiver volume should be 5 to 10 US gallons (20-40 liters) per trim compressor scfm output. Other factors come into play when sizing, such as the type of air compressor method of capacity control and compressor starting delays.
The location of the primary receiver can have a significant effect on the air dryer. Receivers located downstream of the air dryer can store large quantities of dry air for use in feeding peak demands. If there is a sudden demand in excess of the compressor capacity the stored air can flow directly from the receiver to help maintain adequate pressure. If, on the other hand, the primary receiver is located on the upstream side of the dryer the combined flow from the compressor and the receiver must flow through the dryer. This can cause flows that exceed the dryer capacity. For this reason the largest primary receiver should be located downstream of the dryer and filters.
Secondary Air Receivers
Secondary receivers (located in the distribution system of a facility or at and end use) have the following general uses:
- Protection of sensitive end uses from temporary system pressure dips.
- Protection of multiple end uses from large transient users of compressed air.
- To provide general pressure stability in systems with undersized distribution piping.
Many industrial plants have equipment located at the end of a long air distribution pipe, or machinery requiring large amounts of compressed air for short periods of time. This condition often results in severe localized pressure fluctuations with many essential end points being starved for compressed air. Sometimes this situation can be relieved by correctly sizing and locating a secondary air receiver close to the point of high intermittent demand. If the intermittent demand occurs over a short duration, it may be possible to supply the required air directly from the storage tank rather than running added compressor capacity. By installing a flow restriction before the secondary air receiver, the storage tank can be refilled at a reasonable lower flow rate so as not to affect other local pressure sensitive end uses.
Alternatively, if a single low-flow pressure sensitive end use is being affected by local pressure fluctuations, a properly sized storage receiver with a check valve can be installed that will trap compressed air for exclusive end use. In this way a sensitive device can ride through the occasional pressure fluctuation.
Generally a receiver of about 110 US gallons (415 l) will store 1 cubic foot of compressed air per psi. Required receiver size for any application is simply the cubic feet required multiplied by 110, and then divided by the pressure range.
Example 2 - Determining Size of Air Receiver
A clamp using 2 cfm needs a check valve protected storage receiver to maintain at least 85 psi for 2 minutes in a system that normally operates at 100 psi.
- Cubic feet required = 2 cfm x 2 minutes = 4 cubic feet
- Pressure (psi) range during even = 100 - 85 = 15
- Storage receiver required 4 x 110/15 = 29 gallons (US)
Facilities having large fluctuations in air demand, or having insufficient air pressure (usually at the end of the line), should evaluate the need for one or more air receivers strategically located in the air distribution system.
e. Separators and Drains
Water separators are devices that remove entrained liquids from the air. They are installed following aftercoolers to remove the condensed moisture. Water separators should not be confused with oil separators which are used within lubricated rotary screw compressors to recover lubricant from the compressed air discharge.
Drains are needed at all separators, filters, dryers and receivers in order to remove the liquid condensate from the compressed air system. Failed drains can allow slugs of moisture to flow downstream that can overload the air dryer and foul end use equipment. Poorly designed or maintained drains tend to waste significant compressed air.
Replacing a manual drain constantly consuming 5 cfm of air in a two shift (4,250 hours per year) operation would save about $425 per year.
There are four main methods to drain condensate:
- Zero air loss traps with reservoirs. Most efficient design as only condensate is expelled. Normally easy to test and maintain. Because the condensate is normally gravity fed the installation configuration is critical to prevent air lock.
- Electrically operated solenoid valves. If set to drain worst case moisture loading this drain style will waste air during periods of lower moisture demand. The solenoid operated drain valve opens for a specified time based on a preset adjustable interval. In some instances, the time the valve is open is not sufficient for adequate condensate drainage.
- Float operated mechanical drains. Normally difficult to test to determine if working and difficult to maintain. Often points of leakage. These traps do not waste air when operating properly, but they often require significant maintenance as they are prone to blockage from sediment.
- Manual drains. Manual valves used to discharge condensate are often located at points where moisture problems are experienced. As these valves are not automatic, in many instances, manual valves are left partially cracked open allowing compressed air to constantly escape. This type of drainage should be avoided.

Figure 14 - Example of Zero Air Loss Drain
f. Piping
Piping delivers compressed air from the compressor room to end use equipment and processes. Most compressed air systems use carbon steel piping, which is subject to corrosion. Hence many compressed air systems require an air dryer to control the moisture level. An undersized piping system in the compressor room or distribution line will cause a significant pressure loss between the compressed air production system and the end uses. To be able to maintain a given fixed downstream pressure this pressure differential causes an increase in compressor discharge pressure which increases the compressor energy requirement by about 1% for every 2 psi increase.
Points to consider when dealing with piping:
- Horizontal lengths of distribution piping should be sloped slightly downwards, with provision for moisture drainage.
- When designing a compressed air system, it is often a good practice to add 30% to the expected air flow (to add for future potential system expansion), and then select the pipe diameter having the lowest pressure drop.
- If possible it is good practice to loop the distribution piping in order to allow for air to travel in multiple directions, as illustrated in Figure 17. A single loop of pipe can reduce pressure differential by 75% compared to a single pipe of similar size. Multiple loops can further enhance the flow of air.
To minimize energy loss from pressure differential and to help stabilize the end of line air pressures, the distribution system should be sized for no more than 2-3 psi pressure differential.
- Consider choosing a piping material with a lower coefficient of friction such as copper or extruded aluminum for lower pressure loss.
- Consider using larger diameter pipes to take advantage of lower pressure differential.
If a pipe area is doubled, for a given flow, there is generally one quarter the pressure drop for the single diameter pipe - a 75% energy savings.
Figure 15 shows the relationship between pressure drop per 1,000 feet (304 m) of pipe length, in various pipe diameters for a given air flow rate; however, any pressure drop greater than 40 psi is unrealistic in practice.
Caution: The table in Figure 15 is an indicator only and should not be used for design purposes.
| Cubic Feet of Air (scfm) |
Pipe Diameter in Inches | ||||||
|---|---|---|---|---|---|---|---|
| 1" | 2" | 3" | 4" | 6" | 8" | 10" | |
| 10 |
0.28 |
||||||
| 50 |
9.96 |
0.19 |
|||||
| 100 |
27.9 |
0.77 |
|||||
| 250 |
4.78 |
0.58 |
|||||
| 500 |
19.2 |
2.34 |
0.55 |
||||
| 750 |
43.3 |
5.23 |
1.24 |
||||
| 1,000 |
76.9 |
9.3 |
2.21 |
||||
| 1,500 |
21.0 |
4.9 |
0.56 |
||||
| 2,000 |
37.4 |
8.8 |
0.99 |
||||
| 2,500 |
13.8 |
1.57 |
0.37 |
||||
| 3,000 |
20.0 |
2.26 |
0.53 |
||||
| 4,000 |
35.5 |
4.01 |
0.94 |
0.28 |
|||
| 5,000 |
55.6 |
6.3 |
1.47 |
0.44 |
|||
| Pipe Diameter (inches) | Equivalent Flow (scfm) |
|---|---|
| 1 | 36 |
| 2 | 263 |
| 3 | 431 |
| 4 | 909 |
| 6 | 2,679 |
| 8 | 6,757 |
| 10 | 14,286 |
For every 2 psi pressure drop caused by undersized or bottlenecked piping, there is approximately 1% increased energy required.
Figure 17 - Looped Piping Layout - Multiple Paths for Air Supply
In order to minimize pressure drops, where possible, elbow and angle joints should be smooth and gradual. This may not be possible with threaded black iron fittings but often with careful planning the system can be laid out in a way that would minimize direction changes.
Joints, bends and connection points to distribution pipes cause pressure drops. Figure 18 gives and indication of the approximate pressure drop for selected fittings in terms of equivalent length of straight pipe.
Caution: The table in Figure 18 is an indicator only and should not be used for piping system design purposes.
| Friction Loss Equivalent Length - feet of Straight Pipe (ft) | ||||||||
|---|---|---|---|---|---|---|---|---|
| Fitting | Nominal Pipe Size (inches) | |||||||
| 0.50 | 0.75 | 1.00 | 1.50 | 2.00 | 3.00 | 4.00 | 6.00 | |
| 90° Elbow | 1.5 | 2 | 2.5 | 4 | 5.7 | 7.9 | 12 | 18 |
| 45° Elbow | 0.8 | 1.1 | 1.4 | 2.1 | 2.6 | 4 | 5.1 | 8 |
| Gate valve | 0.3 | 0.4 | 0.6 | 1 | 1.5 | 3 | 4.5 | 6.5 |
| Tee Flow - Run | 1 | 1.4 | 1.7 | 2.7 | 4.3 | 6.2 | 8.3 | 12.5 |
| Tee Flow - Branch | 4 | 5 | 6 | 8 | 12 | 16 | 22 | 32.7 |
| Male /Female Adapter | 1 | 1.5 | 2 | 3.5 | 4.5 | 6.5 | 9 | 14 |
g. Flow Controllers
These devices (sometimes called intermediate controllers or expanders) are typically located near the air compressor room discharge. They stabilize system pressure with more precision than compressor controls. These units can be pneumatically controlled or have very accurate electronic PID control. Much better air system pressure stability and a more efficient lower average facility pressure can be achieved using these valves.
For unregulated air demands, the higher the average pressure the more compressed air used by plant air leaks and end uses. This additional flow is called artificial demand. This demand causes higher compressor energy consumption.

Figure 19 - Flow Controller
Savings of about 1% per psi reduction can be gained due to lower pressure if a significant portion of the load is unregulated. This savings effect is minimal if the majority of the end uses are regulated.
Some items to consider when using flow controls are:
- Flow controllers isolate the compressors from downstream storage receivers. It is important to have significant storage on the compressor side of the flow control or excessive compressor cycling and higher compressor energy consumption will result.
- There is an energy penalty in running the compressor discharge pressure at a higher than normal level on the upstream side for the flow control. Operating at higher pressure, however, means more air can be stored which can prevent the start of an addition compressor during peak loads and avoiding peak demand penalties. The energy cost of doing this should be carefully considered.
h. Filter Regulator Lubricator Devices
Filter Regulator Lubricator. The pressure regulation for air systems can be located at the end use. In many cases the regulator is part of an assembly called a filter, regulator, lubricator (FRL). A lubricator may be situated near a point of end use to lubricate pneumatic tools and other machinery. The lubricator is sometimes combined with a filter and a pressure regulator in the form of a FRL.

Figure 20 - Filter Regulator Lubricator (Courtesy Hyvair)
When dealing with FRLs, the following points should be considered:
- The filter selected should be sized for minimal pressure differential at the highest flow connected to the assembly. Consult manufacturers' curves which are available in most equipment data sheets.
- Precision regulators with large diaphragms should be used to reduce the typical pressure droop that is characteristic of low cost regulators. Consult manufacturers' curves to determine the pressure characteristics.
- Regulators that are cranked wide open (set to track system pressure) cause a pressure differential during peak flows. Consider removing these units for better end use pressures.
- Lubricators should be kept filled to ensure proper lubrication of the connected tools. A properly lubricated air tool works better and uses less air.
i. Fittings
Fittings and couplings for air hoses need to be durable and airtight. Many clamps used for air hoses are purchased for lowest cost, and are subject to poor performance after a given period of time as highlighted in Figure 21.
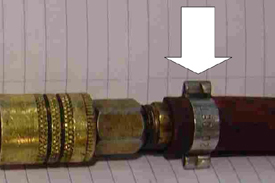
Figure 21 - Example of Hose Clamp Subject to Leaks
Quick coupling fittings can be a major point of pressure drop. Often the air must flow through more than one coupling to feed the end use, with each coupling causing up to 7 psi pressure differential at its rated flow. It is not uncommon to see pressure differentials of up to 30 psi across the hoses and couplings. This can be addressed by upsizing connectors and hoses for minimal pressure differential.
Hoses may be retrofitted with sturdier crimping clamps and quick connect/disconnect air tight fittings as illustrated in Figure 22.

Figure 22 - Air Tight Air Hose
Page details
- Date modified: