
Case Study: Syncrude Canada Ltd.
Optimizing Waste Heat Recovery at an Oil Sands Operation
PDF version
[PDF - 1.4 MB]
Upgrades and adjustments to the system for recycling process water at Syncrude Canada Ltd. have helped to almost double the heat recovered at preheaters in its oil sands operation since 1997.
The main impetus behind efforts to optimize heat recovery at Syncrude Canada Ltd.'s preheaters was to reduce the amount of natural gas needed to heat the water used to extract bitumen from oil sands.
The second driver was to reduce the amount of capital that would have to be spent on new equipment to heat the water. As production rose, the heating capacity of the existing equipment was nearing its limit. Therefore, reducing the amount of heat required from the trim heaters became the focus.
A shift in the corporate culture at all levels has been critical to the improvements. The company has benefited from the support available to industrial companies from Natural Resources Canada's (NRCan's) Office of Energy Efficiency, particularly the Dollars to $ense customized energy management workshops. Operators now understand the value of monitoring and cleaning the process-water system in order to recover as much lost heat as possible.
Highlights
- Energy-cost savings of almost $2.5 million achieved in 2003–2004
- Greenhouse gas emissions reduced by 24 900 tonnes in 2003–2004
- Improvements have doubled output, while adding operational flexibility
- Teamwork was key to project success
Company Profile
Syncrude Canada Ltd. is the world's largest producer of crude oil from oil sands. Every day, it produces about 247,000 barrels of its high-quality sweet crude oil, called Syncrude Sweet Blend, at its plant at the Athabasca oil sands deposit in northeastern Alberta.
The oil is produced by upgrading a molasses-like substance called bitumen, which is a viscous mixture of hydrocarbons found in the oil sands. The process involves mining oil sands and then extracting the bitumen at Syncrude Canada Ltd.'s Mildred Lake and Aurora mines. The bitumen is then upgraded at the Mildred Lake plant.
The company has about 4,000 employees and some 1,500 contract maintenance and specialist workers.
Project Profile
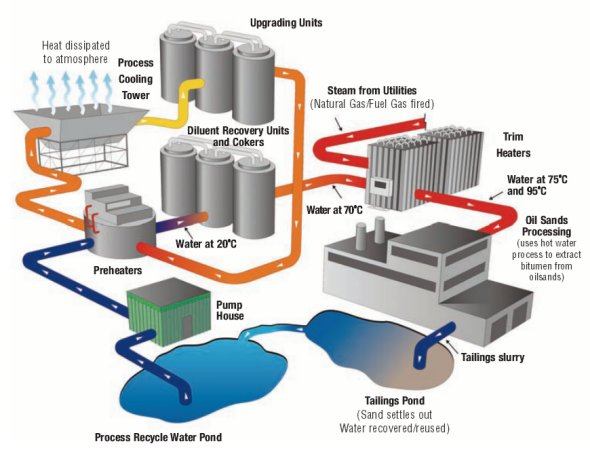
Syncrude Canada Ltd.'s system for recycling process water provides the hot water needed to extract bitumen from the oil sands and the cold water needed by the upgrader to turn bitumen into Syncrude Sweet Blend.
Key to this system are the preheaters – 10 shell and tube heat exchangers that recover heat from warm process cooling water returning from the upgrading units and preheat the water used to extract bitumen from the oil sands.
Recycling Process Water
The system for recycling process water has been in place since the Mildred Lake plant started production in 1978. But ever since John Velden became the site's energy manager in 1997, he has been working with utilities personnel to find ways to optimize the efficiency of the preheaters and maximize the amount of heat they recover. This has involved improving the system and training the staff.
“We have to help operators understand the savings that can be achieved and make the system capable of letting them do it,” says Velden.
Approach
Over a seven-year period, Syncrude Canada Ltd. initiated a number of measures to optimize heat recovery. In 1997, straight-tube heat exchangers in the diluent recovery units were replaced with more efficient, twistedtube exchangers.
The biggest jump in the amount of heat recovered occurred during the winter of 1998–1999, when the installation of a larger pump impeller increased the pumping capacity. This supplied more water for the extraction process, which made it possible to increase production. But at the same time, the increased pumping capacity and flow allowed for cycling the water through the preheaters during the winter and recovering heat otherwise lost.
In 2000, operators realized that each diluent recovery plant could function with just two of the twistedtube heat exchangers, allowing the third to be kept on standby.
A fifth spare pump was used during the winter of 2001–2002 to increase the supply pressure to the preheaters. The amount of heat recovered increased substantially.
Finally, during the winter of 2003–2004, an outlet temperature of 20°C was made the target for the preheaters. Deviations were highlighted and discussed by the operators, who then quickly corrected them by adjusting the system or fixing or cleaning the equipment. The operations shift coordinator reviews target compliance every morning during the core meeting attended by the senior utilities managers and all maintenance managers.
As the following table illustrates, Syncrude Canada Ltd. faced several challenges along the way, but found innovative solutions to overcome them.
Results
The total amount of heat recovered represents 600 to 650 megawatts of “free” energy. This directly offsets the need for 50-psi steam at the trim heaters. In dollars, every extra degree Celsius of heat recovered by the preheaters leads to energy cost savings of about $60,000 per month.
Overcoming Challenges to Optimizing Heat Recovery
| Issue | Challenge | Solution |
|---|---|---|
| Water Temperature | Water must be cold enough to cool the cokers and the diluant recovery units. Water must be hot enough to separate the bitumen from the oil sands. |
The preheater outlet temperature best suited for meeting these opposing challenges seems to be 20°C. |
| Water Pressure |
Water pressure must be high enough for the upgrading and extraction processes. Water pressure must be low when the water passes through the preheaters. |
Preheaters have two cold process-water bypass loops to help control both water pressure and water temperature. |
| Maintenance | Preheater performance deteriorates significantly as chemicals and dirt from the pond water clog the exchanger tubes. Operators previously backwashed the exchangers in the fall and then ran them all winter non-stop. |
The preheaters were outfitted with motorized valves to make it easier to clean the heat exchangers and keep the system operating as efficiently as possible. These valves enable the operators to isolate and bypass banks of exchangers when they need to be backwashed. |
Future Direction
Syncrude Canada Ltd. is exploring whether water can be preheated higher than 20°C, so less trim heat is needed. Technicians are building and testing site-wide optimization tools that use data from the plant's computer to calculate the potential savings for each of the commodities used, namely fuel gas, electricity, natural gas and hot water. Their findings help the panel operators make better decisions.
Also, the utilities department will install a third operations panel for controlling the circuit for recycling the cooling water, which will expand Syncrude Canada Ltd.'s effort and expertise in the area of heat recovery.
Critical Success Factors
- People working as a team, especially operators and maintenance workers
- Regular maintenance
- Monitoring system performance and setting realistic targets
- Ensuring employees understand the value added by improving heat recovery
“The technology is important, but people account for 60 to 70 percent of the savings,” says Velden. “You can make a huge investment in technology, but if you don't have everyone behind you, you're wasting money.”
Contacts:
Syncrude Canada Ltd.
P.O. Box 4009, MD 4140
Fort McMurray AB T9H 3L1
www.syncrude.com
Canadian Industry Program for Energy Conservation
Office of Energy Efficiency
Natural Resources Canada
Fax: (613) 992-3181E-mail
The digital mosaic of Canada, which appears on the cover of this publication, is produced by Natural Resources Canada (Canada Centre for Remote Sensing), and is a composite of individual satellite images. The colours reflect differences in the density of vegetation cover: bright green for dense vegetation in the humid southern regions; yellow for semi-arid and mountainous regions; brown for the far north where vegetation cover is very sparse; and white for the Arctic regions.
© Her Majesty the Queen in Right of Canada, 2005
Inventory No. M144-88/2005E
ISBN 0-662-40812-8
Aussi disponible en français sous le titre :
Étude de cas : Syncrude Canada Ltd. : Optimiser la récupération de chaleur sur un site d'exploitation des sables bitumineux
Natural Resources Canada's Office of Energy Efficiency
Leading Canadians to Energy Efficiency at Home, at Work and on the Road
Page details
- Date modified: